An In-depth Analysis of Supply Chain Evolution and Market Dynamics
The global demand for high-utility kitchen carts and commercial trolleys is projected to expand significantly by 2030. This growth is fueled by the rapid transformation of retail spaces into multi-functional "dark stores" and the rising need for ergonomic hospitality equipment. Modern facilities prioritize mobility, requiring carts that offer antimicrobial coatings and modular configurations.
Transitioning from basic carbon steel to high-tensile 304 stainless steel and reinforced composites, the industry is witnessing a shift towards durability and lightweight design. Our R&D team integrates advanced powder coating technology that ensures 200% higher rust resistance compared to industry averages, meeting strict NSF standards.
As a leading Chinese exporter, we address the "Just-in-Time" logistics challenge by maintaining a vertical supply chain. From raw material sourcing to final assembly, our localized control minimizes lead times and shields global partners from fluctuating freight volatility.
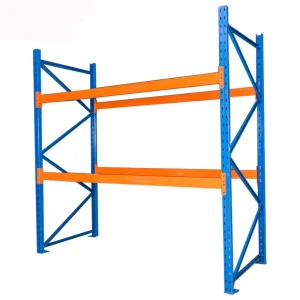
Guangdong Hotter Commercial Equipment Co., Ltd. is a professional manufacturer of retail shelving, warehouse racking systems, supermarket display equipment, and customized storage solutions. Established in 2016, we have been committed to delivering high-quality commercial storage products to customers worldwide through advanced manufacturing capabilities, strict quality control, and continuous product innovation.
Our manufacturing facility is equipped with automated production lines, precision laser cutting machines, CNC bending equipment, robotic welding systems, and powder coating workshops. With an annual export revenue exceeding US$18 million, we have accumulated 8 years of export experience, serving clients across North America, Europe, Southeast Asia, and the Middle East.
100% Dimensional Inspection & Load-bearing Integrity







Our quality control team of 56 inspectors ensures every product meets international standards through 100% dimensional inspection, load-bearing tests, surface coating adhesion tests, and final assembly inspections.
Designed for high-traffic environments, our carts feature silent 360° swivel casters and anti-collision bumpers. Optimized for narrow aisles common in metropolitan grocery hubs across Europe and North America.
Heavy-duty kitchen carts with multi-tier organization. Made with food-grade materials to support intensive culinary workflows in hotels and large-scale industrial kitchens.
Our carts bridge the gap between storage and distribution. Heavy-duty construction supports high-weight capacities for sorting and "last-mile" preparation within warehouse environments.





We are currently developing the next generation of "Smart Kitchen Carts" equipped with RFID tracking and weight sensors, allowing for real-time inventory management in commercial settings.
Transitioning toward 100% recyclable powder coatings and reducing the carbon footprint of our manufacturing process by 25% by 2026 through solar-powered workshops.
Our future product lines will feature "Clip-and-Configure" structures, allowing users to modify cart sizes and functions without specialized tools, maximizing utility.
Our products are engineered with export-specific reinforced packaging and modular designs that reduce shipping volume by 40%, significantly lowering landed costs for overseas wholesalers.
Yes. Supported by 68 R&D engineers, we provide complete customization including material selection (SS304, SS201, Aluminum), custom dimensions, branding, and specialized caster configurations.
We operate under ISO9001 quality management systems. Our products undergo rigorous load-bearing and salt-spray testing to ensure they meet the compliance requirements of North American and European markets.
Thanks to our 26,800 square meter facility and automated lines, we typically fulfill standard large-scale orders within 20-30 days, maintaining a stable supply chain even during peak seasons.